
The MakerGear M2 is one of the best 3D printers in its class for its price on the market.
Having been in the 3D printing industry since 2009, the M2 has reached its 5th generation and has gained some decent experience in producing quality products at decent prices.
This FDM printing machine is ideal for entry and professional level users making it perfect for professionals, hobbyist and tinkers alike.
So it may be the perfect printer for you… read on to find out!
Assembled Printer Version
As indicated the MakerGear M2 can come in two different formats, fully assembled and in a DIY Kit.
If you have purchased the assembled kit, it is important to note that there is still some assembling required before performing your first prints, but nothing too complicated.
What needs assembling?
Luckily they are only small easy to fit parts.
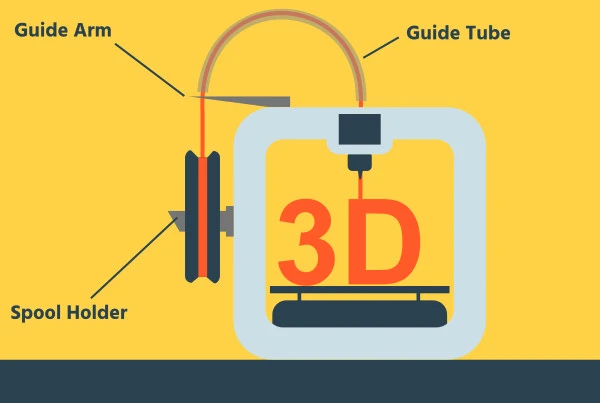
- Filament spool holder – This is simply a protruding arm that is fitted using 4 black screws against the printer’s body. It simply holds the spool in place and allows it to revolve during feeding.
- Filament guide arm – Above the spool holder is where the guide arm is placed and is fitted using 2 silver screws against the printer’s body. This is were the filament goes through and guides it to the transparent filament guide tube.
- Transparent filament guide tube – As the name suggests, the filament guide tube is what directs the filament directly to the nozzle for good accurate printing.
Assembling Your MakerGear M2
The DIY kit can be a nuisance in the sense it has to be fully assembled, particularly when we look at the electrics. However, there are several reasons to take this route and here are three of them:
- Getting a DIY kit is cheaper than buying it fully assembled & pre-calibrated.
- Pre-assembled printers may not be perfectly calibrated to your requirements, which results in having to determine where any problems are if any.
- Building your own machine makes you aware of how it works and where potential issues may arise. This particularly will help to determine problems at a faster rate and reduce down time… In short you will be more familiar with your printer.
Achieving The Highest Print Quality
Never assume that your printer’s calibration is to your requirements, even if bought fully assembled. Calibration is what gives any machine the ability to function with accuracy and without it, comes potential problems with your finished product.
Want to learn why? Then keep reading!
Bed Leveling Calibration
Using the MakerGear Quick Start App, an interactive bed-leveling assistant that enables any user to replicate MakerGear factory calibration standards at home, owners of the 5th generation MakerGear M2 (M2 rev. E) can achieve the convenience of auto-leveling without sacrificing precision. For those with earlier generations of the MakerGear M2, follow the calibration instructions listed below.
More about the MakerGear Quick Start app:
http://www.makergear.com/pages/quickstart-application
Bed Leveling Calibration For Older Versions
This obvious by often forgotten step is essential for accurate quality printing. The distance between the nozzle and flat bed needs to be the same throughout the whole surface area of the flat bed. In short the bed needs to be flat in order for the printer to stack the layers evenly, giving the model a decent quality and structure.

Learn how to calibrate your bed level?
Step 1: Under the bed is a spider and a spider mounting plate attached by screws. The spider mounting plate is attached to the spider with 3 screws. Make sure they are loosely tightened.
Step 2: Raise the bed up within 0.5cm of the nozzle.
Step 3: Get a sheet of A4 paper (80g/m2) and place it in the middle of the flat bed under the nozzle.
Step 4: Now continuing lifting the bed until it and nozzle sandwich the paper. Do not jam it too tight, you want to be able to move the paper so that there is some resistance.
Step 5: Now you want to do the exact same thing, but this time to the four corners of the bed. If you determine there is a bigger gap at one end, then tighten up the corresponding screw to pivot up the bed at that corner.
Step 6: Repeat the process for all corners & the center of the bed until you get the same pull resistance from the paper.
Step 7: Your bed should now be level for an accurate and strong model.
Step 8: It is always a good idea to check for leveling issues, as the screws holding the bed can come loose in time.
That’s it, your bed leveling calibration for your MakerGear is now set.
Printing Adhesion
The model that is being printed needs to adhere to the glass bed, as any movement during the print would obviously cause issues.
You may have heard of blue tape or hair spray to help adhere the model, however, there may be a better and even cheaper way of doing this.
How exactly?
By using glue sticks such as Elmer’s Disappearing Purple School Glue Sticks that are non toxic and can easily be cleaned off by simply applying hot water.
Flow these steps for best results.
Step 1: Apply two layers of glue on the bed over an area a little bigger than your part being printed.
Step 2: Try to start printing before the glue dries out, this will make sure the model will firmly remain on the bed.
Step 3: Once the printing is finished, allow the glass bed and model to cool. Your print should simply pop off when it cools as it shrinks.
Step 4: Admire your new creation
Step 5: Once the bed cools down enough to be handled simply rinse it under hot water to remove the glue residue left behind, ready for the next print.
Z Endstop Calibration
Correctly calibrating your Z endstop is very important. This is basically the distance from your nozzle to your glass bed and that distance should be about the thickness of a business card – 12pt (0.3048 mm).
Be sure to level your flat bed first before taking the following steps.
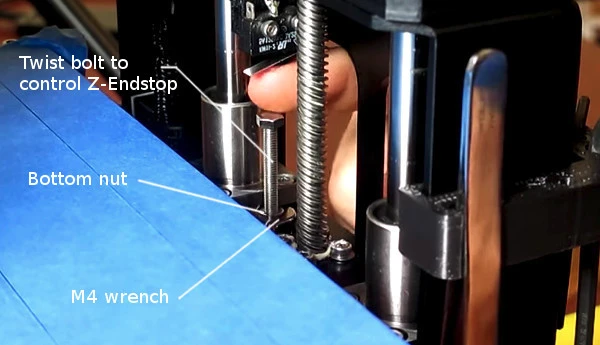
Step 1: Use an M4 wrench to loosen the bottom nut of the threaded bolt that controls the positioning on the Z endstop.
Step 2: Now that the bottom nut has been loosened, you can use your fingers to adjust the Z endstop height by twisting the long bolt.
Step 3: Adjust the height until you are able to slide a business card between the nozzle and flat bed. There should be slight friction while still being able to slide the card through without it getting ripped
Step 4: Turn the Z endstop bolt until it activates the Z endstop switch (red LED will light up and then hear a click)
Step 5: Finally use the M4 wrench to tight back up the bottom bolt that was loosened on Step 1
Step 6: Press “Home” in your control program to test the Z endstop location. Wait for the flat bed to position itself relative to the nozzle.
Step 7: Finally get your business card and once again slide it between the flat bed and nozzle whereby you should feel some friction.
Note: You may start to hear a "clicking" sound coming from the extruder stepper motor. This could be because the nozzle is too close to the flat bed causing the filament to clog up at the nozzle as it does not have sufficient gap to fully extrude at the correct rate... see how to clean up nozzles
Belts, Pulleys & Moving Parts
It may seem obvious but all nuts and bolts should be tightened. You may be sure you have done that, but consider that over time things do loosen up somewhat.
So if you are having problems with quality printing, check to see if all nut and bolts are tightened… the first place to check are the fixtures under the flat bed to make sure the bed is not pivoting on itself during printing.

Dust on Filament
Dust particles can be a nuisance and find their way to the nozzle during printing. This happens because the dust finds it way onto the filament which eventually reaches the nozzle when fed through and gets clogged up.
Want to find how to prevent this?
You can create your own DIY dust trap by wrapping a lint-free cloth around the filament using a cable tie (or similar). Be sure not to tie the cloth up too tight as it will restrict the movement of the filament, which in turn will effect your quality of print.
Alternatively you may purchase a device specifically designed to do the exact same job but also lubricates the filament for easy of movement. It is called “Universal 3D-print Filament Filter”

Keeping Your Filament Moisture Free
Keeping your filament dry is important, particularly with PLA that tends to absorb moisture from the atmosphere. This moisture absorption can cause problems with direct printing which in turn will affect the quality of your print and could even create damage to your equipment.
What moisture damage on filaments can do?
- Hot end damage: As moisture builds up the filament swells. The worst case scenario is when the swollen filament reaches the hot end causing it to jam. This jamming may cause permanent damage to the hot end needing replacement.
- Model quality: If you are lucky enough for the filament to feed through your printer without damaging it, you may find your model compromised. The trapped moisture turns into vapors of steam when heated causing bubbling. This interferes with the flow (extrusion) of the filament causing the model to lack in quality and strength.
- Stringing effect: When the moisture turns into steam, this can cause the extruder to ooze during the ‘travel stage’ and drip plastic on your print, leaving strings of plastic that resembles strands of hair in shape and length.
→ Learn more on stringing effect by checking out our 3D printing troubleshooting guide.
Avid users most likely will buy spools of filament in bulk to save on unit cost and this is where protecting your spools come into play.
How to prevent your filaments from moisture damage
Step1: Buy vacuum bags (should have a vacuum valve to fit your vacuum cleaner fixture to)
Step2: These bags have a zipper release, so be sure they have a double zipper line to more efficiently prevent air, moisture and dust from coming in.
Step3: Attach the vacuum cleaner nozzle to the bag and suck the air out.
Step4: As these bags cannot indefinitely retain a vacuum and moisture, adding silica-gel packs to the bag will keep moisture at bay.
Note: These bags come in different sizes depending on how many spools you want to put in a bag. They tend to work much better than a plastic box container as there is already air inside the box.
Note2: The advantage of using a plastic box container is the ability of being able to access your filament spool quicker... which is an advantage if you print regularly. Having to reseal vacuum bags each time you take a spool out can be time consuming and irritating.
Check out this 48 x 39 x 31 cm storage container (holds up to 6 spools)
Furthermore, you can use a non powered, renewable dehumidifier to remove excess humidity inside the box to prevent moisture damage.Have you checked out the Eva-dry E-333 renewable mini dehumidifier?
You Get What You Pay For
A rather generic statement, however, I am referring to the filaments here.
You may be tempted to go for the $20 filament and there is nothing wrong with that depending on your requirements. But like everything, there is a reason why some products are cheaper than others and often that is because of inferior quality and lack of quality control.
So how would that affect my print quality?
For example, the cheaper filament may have slight differences in diameter throughout its length, which is susceptible to clogging at the nozzle due to varying quantity of plastic at a given time. If there is too much plastic then the nozzle will clog.
Note: You may start to hear a "clicking" sound coming from the extruder. This is because the gears designed to grab the filament and push it through can no longer do so because of the blockage, so they start to slip which creates the clicking.
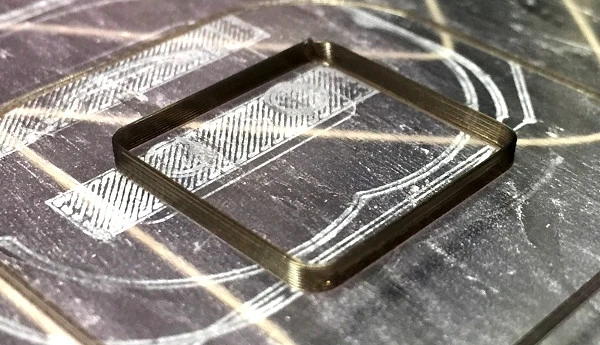
Extrusion Calibration
There will always be some discrepancies in the diameter of a filament, but of course getting filaments with the least discrepancies throughout the length is the best option for accurate quality prints.
Even so, these slight discrepancies result in slight inaccuracies of the model in terms of its dimensions. Therefore the solution here is to calibrate your extrusion to make sure your model’s dimensions are printed out exactly to the dimensions on the software.
So how do we calibrate our extrusion?
Step 1: Measure your filament thickness with callipers at several points throughout its length.
Step 2: Take the average reading and enter it as the filament diameter on your slicer software. If using Simplify3D software input this on “Other” tab.
Step 3: Print out a model of a cube. You can download the below cube that is 20x20x2 with 2mm fillet radius.
↓ Download Calibration Cube Test ↓
Step 4: Before printing, realize the cube is solid. We actually do not want a solid cube, but rather have it without any infill, top or bottom layers. This is because we want to measure the thickness of the cube’s walls…. something we cannot do if solid.
Step 5: Once printed you will get something as shown below. Use the calipers to measure the wall thickness at several points and take the average. For this example, we will say the average thickness is 0.35mm.
Step 6: Take note of your extrusion multiplier figure. For this example we will say it is 0.9.
Step 7: Check what the actual thickness of the wall should be. In this case it should be 0.4mm.
Step 8: We can see that our printed model’s has a wall thickness of 0.35mm instead of 0.4mm. So we want to calculate a new extrusion multiplier figure for our next print
0.4/0.35 * 0.9 = 1.028
Step 9: Now by setting your new extrusion multiplier to 1.028, you will find your new printed cube will have the correct wall thickness of 0.4mm.
Note: For accurate printing, extrusion calibration will be required for every new filament reel.
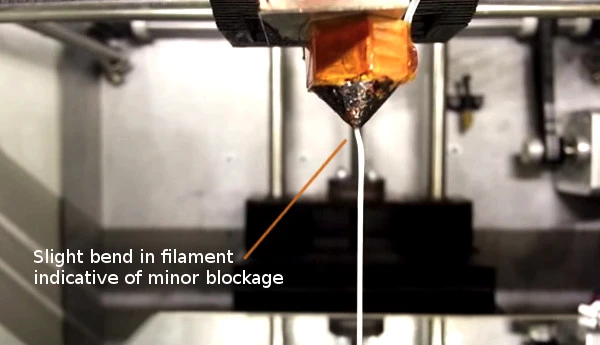
Clearing Out Nozzle Clogs: You Might Not Know Is Even There
A clog is often associated with a blockage that is quite extensive. However, some clogs are so minor that you may not even know it is there, but yet, it is enough to drastically affect the quality of your print, both in the quantity and direction the filament comes out.
If you don’t know it’s there, how do you know it exists?
The best way to determine minor clogs is by running your filament through the nozzle. If you notice the filament curling slightly before straightening up again, then you could have an issue.
How to fix the problem?
Step 1: Remove the hot end unit from the M2 printer.
Step 2: Using an adjustable wrench to hold the hot end in place and then use an 11 mm wrench/ratchet to twist the nozzle loose and then remove it.
Step 3: Find any domestic jar with screw-able lid.
Step 4: Pour some acetone in it and then place the nozzle in the jar with acetone. Keep away from any ignition sources as acetone is highly flammable
Step 5: Screw the lid back on the jar, give it a whirl & set it aside for a day or two (it’s always handy to have a spare nozzle)
Software Setup Instruction
MakerGear is compatible with a number of open source software, which are not only free to download and use, but also give you the flexibility to customize the software to your requirements…. something that closed platforms do not let you do legally.
A little more about the software, please?
3D Modeling Packages
In order for the printer to print, it needs a 3D model to look at so that it can print it out. These models can either be created by you using a tool such as Blender (which is free) or given to you by your client. Traditionally the 3D file will be in STL format.
3D Slicing Packages
Not only is a 3D package required to create the models, you’ll need an other software known as a “Slicer” that you hook up to your printer. The slicer is required to convert the STL file into a language that the 3D printer understands. In essence, the software will cut up the 3D model into layers, as that is precisely how the printer creates a model.
Below we have listed a full range of 3D packages and slicers that can used. This list comes as is, as we have not had a chance to test them out, but rather provided a list for your consideration to test and find the ones that suit you and your requirements.
Best MakerGear M2 Software
As MakerGear personally recommend Simplify3D™ software as a slicer, we will be discussing its set up process.
Step 1: Operating system and systems requirements for Simplify3D™
Table

Step 2: Install Simplify3D™. I am going to assume you will know how to do this depending on the operating system you are using.
Step 3: Download the simple, short, straight to the point user guide
Step 4: Watch this brilliant Simplify3D™ review video by 3D Universe. It gives you what you need to know to get started.
[accordions id=”421″]
Health & Safety: Toxins & Fumes
3D printing is a relatively new game and although it is very much accepted that ABS and PLA do produce some toxins (more so ABS) only relatively recently there has been some concern about the long term effects and severity of illnesses that are associated with these toxins.
One of the issues are the ultra fine particles that are produced during the printing process, which are less than 0.1 micrometer. Because of their size, when inhaled, they can enter your lungs and into the blood stream whereby developing inflammation of the respiratory system and creating bronchitis, tracheitis, asthma and in some cases cancer.
It is early days before really understanding the full potential effects that these toxins can have on the human body, but either way, it is a matter to take seriously, particularly as the MakerGear M2 is an opened unit.
If you are into a more technical read about the potential dangerous of these hazardous fumes then this Ultra-fine particle emissions from desktop 3D printers goes into a little more depth and is quite interesting
So how to protect from fumes?
This is a hard one to answer definitively and boils down to cost. Many try their own methods of printing next to an open window while having an other window on the other side of the room opened to allow for a through draft to drive the fumes out. However, being next to a window were dust and/or humidity can easily gather on your printer and filament can create problems.
Some would argue building or buying an enclosure with ventilation is the way to go, but there could be some issues with heat build up and may require some calibration to have the heat constant at the desired temperature.
Either way, I would recommend investing some money on an enclosed ventilation system for the sake of your health and your family’s, particularly when using ABS.
Support & Resolving Further Issues
Although MakerGear are a small company, their customer support is second to none with respond times within hours and sometimes minutes. You can feel that the main objective for them is customer satisfaction by attempting to immediately fix the problem without the added fluff that many support services add during troubleshooting.
Sometimes diagnosing a 3D printer problem can be a little hard (even with all the available information online). This is particularly true when not having much experience in printing, so having someone there to guide you is always welcoming.
Support email: [email protected]
Include:
- A detailed explanation of the issue. For eg. Model not adhering well, filament colour and make, printing software used etc.
- Your contact info. such as email and phone number so they can reply.
- The name of the person who placed the order of the printer and/or the order number.