
Finally a complete troubleshooting guide for the most common 3d printing problems.
As much as we would like for 3D printing to be plug and play with minimum issues, that day not quite reached us yet… though it is not that far away.
Therefore, in the meantime, we need to settle with recognising potential problems and fixing them ourselves (many of which are created by us and not our printer.
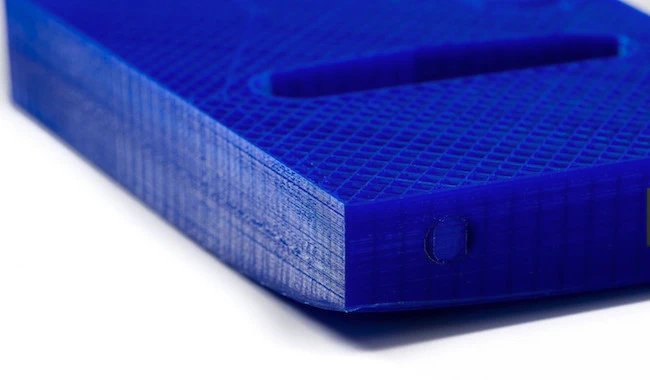
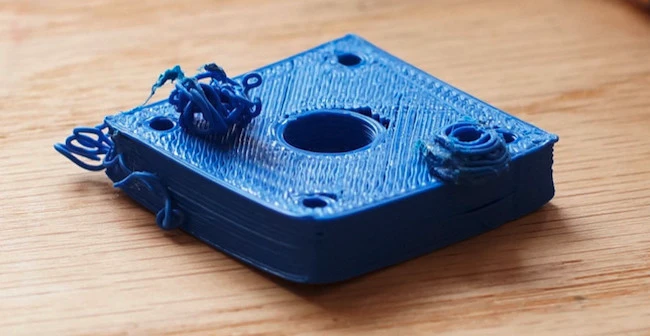
What’s Warping & What Causes it?
The plastic used for generating your model will cool at different rates within different areas of your model. For example, the plastic around the edges tends to cool faster than within the model as it is exposed to more air.
When cooling happens too quickly at some areas of the model, the model starts to curl or bend upwards to the point it is no longer level with the printer bed. As a result, the model’s shape is compromised and the bending effect also puts some stress creating cracks on the model.
Although PLA has a lower shrinking factor to ABS, they both can still warp. Please note that this does not necessarily mean that PLA is the solution to this problem, as both plastics have other advantages and disadvantages.
How to Combat Warping Issues?
→ Clean & dust free build surface
Impurities, debris, dust and old pieces of your print residing on your bed can assist with warping. PLA and ABS stick on cleaner surfaces better, which in turn holds your print in place restricting the effects of warping.
→ Evenly Distributing Heat Within Your Print
As mentioned, warping is caused by differences in temperature within the model. Traditionally when printing a 3D model, the layers are added from the bottom and work their way up, which means the bottom layers start to cool as the rest of the layers are being built up (causing the warping).
By using a heated bed, the lower layers of the print stay warm, preventing greater differences in temperature which reduced the nasty effects of warping.
→ Correct Z-endstop Calibration
The first layers of your print are the foundations that provide strength and rigidity. The 3D printer’s Z-endstop needs to be set correctly, set it too high from the bed and the plastic will struggle to get a good bond to the platform and set it too close, the filament may start to clog up at the nozzle as there is no sufficient gap to allow the plastic to extrude at the correct rate (a clicking sound coming from the stepper motor indicates clogging)
Tip #1: Test several first layers at different heights (increments of 0.05mm) until satisfied.
Tip #2:It is best tolevel your bed / platform first before calculating the desired Z-endstop (to get an equal Z-endstop value, the bed needs to be entirely flat throughout its area)
→ Bed Level Calibration
This is simply the art of making sure your printing platform or bed is completely horizontal (or as horizontal as physically possible). A horizontal bed will allow for a more accurate print, with even added layers and improved structural strength… less chance of warping/curling.
Doing this will depend on your printer’s make and model, however, if you are new to the world of 3D printing and require an explanation on how to do this generally.
Here is an article on levelling your printing platform on the MakerGear M2
→ Printing Resolution: The Speed At Which You Print
A higher resolution print means thinner layer build up along the X-Y directions. This means better adhesion, more layers (therefore improved structural integrity) and slower cooling rates.
Just like with normal printers, the higher the resolution, the slower the print, which means a slower moving printer head and therefore less movement of the printer itself. Such movement can affect the overall print quality (due to shaking) that can assist with structural problems, making warping even more possible.
→ Applying Glue To Build Surface
Making sure your print is firmly stuck to your platform is one way of preventing the base of your model from warping. However, there is a fine line regarding how firmly your print should be fixed against the platform.
For example, blue double-sided tape will hold your model firmly on the bed, however, this creates issues when removing your model from the bed once the print is finished (the adhesion is so strong, that by pulling your model free, you may end up damaging it).
One alternative is Elmer’s Disappearing Purple School Glue Sticks which generally has enough adhesion to keep your model in place (depending on its size). It is also non-toxic and can be easily cleaned off by simply applying hot water.
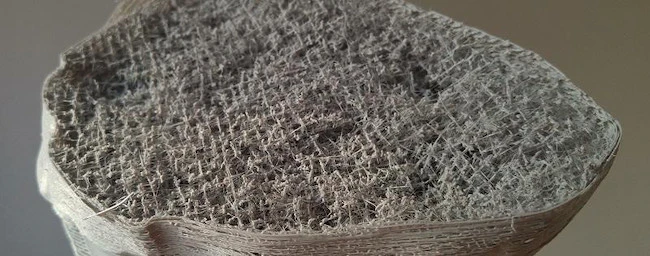
What’s Stringing & What Causes it?
Stringing is when small thin strands of plastic protrude out from the model a little like strands of hair.
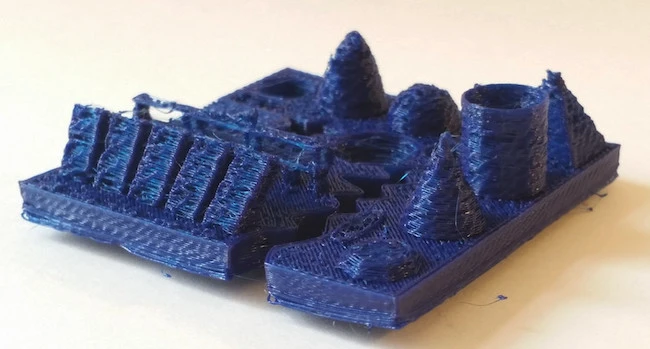
There are points where the nozzle needs to travels through open air (travel move) to get to another point of the model to deposit plastic. During this ‘open air’ movement, the nozzle should not be depositing any plastic, however, if there is any leakage or oozing, the plastic will leak on parts of the model where it should, hence ‘stringing’
How to Combat Stringing Issues?
→ Easy Pressure on Nozzle Through Retraction Settings
Though this would be the first thing most 3D printer users would think about, it still could be something that is simply overlooked.
The nozzle needs to provide some pressure so that the plastic can come out at a specific rate when building up the print, however, it is important to tell the nozzle to ease off the pressure during non-print moves (travel moves) to prevent any plastic from leaking out onto your model.
Every 3D Slicer software will have a ‘retraction’ settings where you can adjust set pressures on your nozzle.
Some experimenting will be in order to determine what best retraction settings suit your printer and filament being used. Setting retraction too high is one reason for clogging up your nozzle, and setting it too low will, well, cause oozing and result in stringing.
→ What Determines Retraction Settings For Fixing Stringing
Bowden Extruders: have more distance between the nozzle and driver and therefore requires higher retraction settings
Direct Drive Extruders: have a closer distance between the nozzle and driver and therefore requires a lesser retraction settings.
Filament Type: PLA and ABS for example have different property characteristics and therefore require different retraction settings.
Same Filament Type: Even having the same filament type bought from the same manufacturer can mean adjusting your retraction settings, due to differences in characteristics.
→ Moisture in Filament
You may have heard that keeping your filaments moisture-free is a much-recommended practice, particularly with PLA, as they tend to absorb more moisture than ABS.
As the plastic feeds through, it is heated up to melting point and passes through the nozzle. The issue with moisture is the water turns into steam which effectively interferes / mixes with the plastic making it easier to ooze out during non-printing stages (creating the stringing effect)Check out this guide on how to prevent your filaments from moisture damage.
→ Calibrating correct hot-end temperature
Calibration at this point is very important. Each filament manufacturer will give you a specific temperature to set depending on the type of filament you are using.
However, please note, these temperatures are very close guides, but it is always recommended to calibrate the temperature to near perfection.
Some people calibrate for each filament, even if it is the same material & model coming from the same manufacturer (there are always some differences).
A good starting point on how to calibrate your hot-end temperature is to watch the below video. In this case, calibrating for PLA 1.75mm filament.
→ Increasing printer speeds during non-print moves
The concept here is that if your nozzle is likely to ooze out some plastic, the slower it moves during non-print moves (the distance the nozzle needs to travel from point A to point B through the air before starting to add new layers), the more time the plastic has to leak onto your model. However, increase that speed, and the plastic will not have enough time to drip. The beauty here is that slicer packages have a setting to speed up the nozzle for non-printing movement which is independently to print speed. This way you can have slower print speeds for quality prints and higher non-print speeds for elimination/reduction in oozing.
What’s Nozzle Blockage & What Causes it?
There are several reasons as to what causes blockages, but they can come in two forms, complete blockage where no plastic is coming out of the nozzle and partial blockage where plastic does come out but is somewhat restricted.
While a complete block is easy to determine, sometimes a partial one is not. A good indication is when the filament does not come out linearly but rather takes a bit of a bend when exiting the nozzle.
Tip: A good indication that your are building up plastic within your nozzle is when you start to hear a clicking sound. These are the gears in the extruder motor slipping as they are not able to push the filament through.
How to Prevent Nozzle Blockage Issues?
Differences in Filament Diameter
Going cheaper does not necessarily mean saving money and the same can be true when purchasing filament spools for your prints. Although not always the case, cheaper end filaments are more likely to have variations in diameter throughout its length. This affects a steady extrusion flow and may cause a build-up of filament in the nozzle which ultimately blocks it.
Sourcing filament manufactures that produce high-end products with a constant diameter throughout will assist or prevent blockages.
Alternatively, if sourcing quality filaments is not an option, you can learn how to calibrate your extrusion to compensate for filament diameter discrepancies.
Setting Nozzle to close From Bed8
Prevent Dust Particles Entering Nozzle
Ahh good old dust, it seems no matter how clean you try and keep a room it is only a matter of time before dust particles start to settle everywhere, even on your filament spools that are either stored away somewhere or the one that you are currently using attached to your printer.
Consider your filament as a conveyer belt carrying dust particles, working its way to your nozzle. Now imagine dust impurities mixing into your melted plastic, what do you think is going to happen? Eventually, there will be a build up of impurities resulting in a blocked nozzle.
As a preventative measure, you could make your own DIY dust trap using lint-free cloth or alternatively purchase products such as the Universal 3D-print Filament Filter.
Low Hot-End Temperature
It should be obvious that for your filament to flow through the nozzle uniformly and at a desired rate, the plastic must be melted at the correct temperature.
Setting your hot-end incorrectly (in this case not high enough) means your plastic is not viscous enough to push freely through the nozzle. This makes it harder for the motor to push it through, where the gears will most likely grind away at the filament (damaging it) causing even more extrusion difficulties due.
Always check the temperature specification of your filament. Note, that these specifications may not work perfectly, so be sure to do a little testing by increasing/decreasing the temperature by 2-3 degrees until you get the perfect print (remember not to go about the max temperature of your hot-end).
Finally when switching between filaments, be sure to remove all previous before changing the temperature
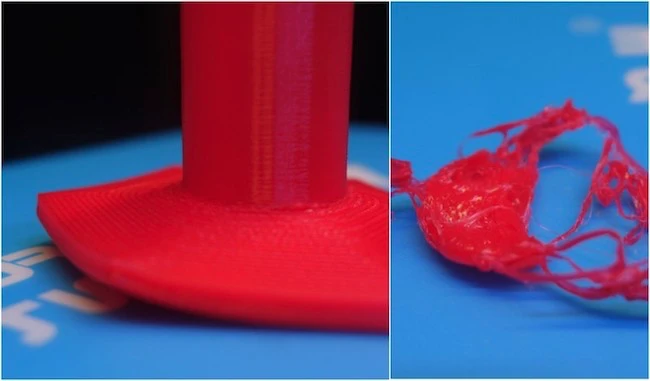
What’s Lack of Bed Adhesion & What Causes It?
The main issue is getting your print’s base layer to stick to the bed in order to form a good foundation for the additional layers that build up on top to create the final product. Failure of your model to adhere to the bed will undoubtedly result in a failed print.
Remember warping issues? Well one of the issues that may occur is warping due to lack of force keeping the print held against the bed.
Remember, the nozzle is a moving part that effectively comes into contact with your print and with some printers having moving beds, this will result in a print that is not sturdy with layers of plastic not going on evenly.
The trick is to have just enough adhesion to keep your model sturdy during the print, but not too sticky that you require great force to remove the print from the bed (resulting in damaging your model).
Note: Some people do not experience adhesion problems whereas some do and this can happen between people using the same machine. This leads me to believe that environmental factors can play a part on how well your print will stick to the bed, such as humidity and dust particles in the air, but apart from that, below are other common reasons for your print not sticking to the bed.
It is believed that the greatest reason for print failures is the first layer either not being laid down well or not sticking to the bed platform properly...If that first layer of plastic doesn't stick to your print bed, it's almost inevitable that the print will fail
How To Prevent Bed Adhesion Issues?
Bed Levelling Calibration:
I have already talked about the importance of levelling your 3D printer bed here. However, in short, if the distance between your nozzle and your bed is too large this will result in a loose first layer increasing the chances of your model separating as it gets bigger and heavier. Equally, having the calibration too tight (nozzle too close to bed), this will likely prevent the filament from extruding properly resulting in the same problem.
Clean Print Surface
Good adhesion comes with a smooth clean bed surface. A bit like painting, there should be no traces of oil, grease or fingerprints, even before applying your adhesion. Remember it is also important to remove your adhesion/glue with every print because a build-up of adhesion will result in an uneven surface, even if your bed is perfectly levelled… just think what a surfboard looks like after many applications of wax.After cleaning your bed surface, consider wiping it clean with alcohol to remove any leftover residue such as fingerprints.
What’s Over Extrusion & What Causes It?
As the name suggests, this is when the printer supplies more material than is required. This excess material compromises bonding and integrity of the model and results in excess material on the outside of the model printed.
Typically the cause for over extrusion is due to the way the slicer software has been set to extrude the plastic. There are a few things that can be tried in order to get the perfect flow of plastic.
How to Prevent Over Extrusion Issues?
Software Settings For Filament Diameter
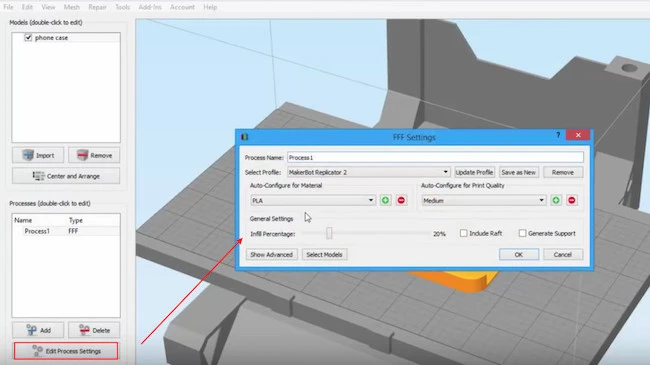
Probably one of the first steps to take is to check if your software knows the filament diameter you are using… this is especially important if you tend to switch diameters and forget to adjust.
Consult your software’s instructions on how to do this, but for example, for Simplify3D you would do this by clicking on “Edit Process Settings“. This is where you would double check to see if the set diameter matches the actual diameter of your filament.
Note: You may want to use a pair of callipers to measure the “actual” diameter of the filament and consequently set that figure into the software.
Software Setting For Extrusion Multiplier
If you feel the filament diameter is correct, but still experience over-extrusion issues, then try and adjust your extrusion multiplier to a lower setting…the extrusion multiplier essentially allows you to adjust the flow rate of the plastic that is being extruded.
For example, if your extrusion multiplier was set at 1.o on your software and you change it to 0.95, you have effectively reduced the amount of plastic being extruded by 5%. Keep testing out what value produces the best results, a good way to do this is to keep decreasing the value by 5% until you get the desired results.
What’s Under Extrusion & What Causes It?
The most likely cause of under extrusion is the printing temperature being with too high or too low for the material being used.
Having the temperature too low means the material does not melt evenly and the plastic becomes thick and viscous. The extruder then has a harder time forcing the material out which then results in an uneven flow of the material.
Conversely, having the temperature too high means it can start to bind to the inside of the hot end which results in partial blockages of the nozzle and under extrusion. PLA filaments for example, if printed too hot can crystallize inside the nozzle, resulting in a complete blockage.
It is therefore highly recommended to make sure you are printing under the correct filament temperature. Having said that, your printer’s thermostat can be somewhat inaccurate, so often it may be a case of trying out different temperatures until you find the one that produces the best printing result.
Other Potential Reasons For Under Extrusion
If you feel you have the correct temperature for your filament and still are experiencing under extrusion, then it is time to look elsewhere for the root of the problem. Below are some other possible causes of under extrusion and how to prevent them from ever happening again:
How to Prevent Under Extrusion Issues?
Feeder Issues
Feeder settings can be used to make sure your feeder is pushing your plastic into the extruder at the right tension. If set too low the feeder will not have enough purchase to steadily and evenly move the material towards the print head.
Conversely, if the tension is set too high, the feeder will grab the material with too much force and flatten it somewhat. This deformation makes it harder to move the material through the Bowden tube and the print head… a result of insufficient martial availability required to print.
There is probably no magic one step trick to fix this problem other than experimenting with different feeder settings until you start getting the printer results you desire. However, bear in mind if you are still getting under extrusion after testing a whole host of settings, then the issue most likely is coming from somewhere else… keep reading for other places these issues could be coming from.
Printer End Issues
Partial blockage of the print end nozzle is another common cause and often you may not even know it is there. If the material is not allowed to move freely through the nozzle, then it goes without saying that problems will occur… problems such as under extrusion due to the lack of material being able to come through. Such causes of partial blockages are:
- Buildup of carbon or carbonised material in the nozzle
- Switching from high-temperature printing material to a lower one (unflushed residue of the higher temp. material)
- Debris or dust particles resting on the filament material that is then fed through to the nozzle. Typically smaller nozzles have a tendency to block easier.
Clearly, the simple solution here is to clean out your nozzle and see if under extrusion has been rectified.
Check this out for some quick tips to clearing out nozzle clogs.
Bowden Tube Issues
The culprit here is more to do with having your feeder tension too high than anything to do with the Bowden tube itself. If your feeder tension is too high, your material can get grounded up and from into dust. This dust can collect inside the Bowden tube causing friction. This friction can essentially slow down the forward movement of the material and ultimately cause under extrusion problems.
Be sure to clean your Bowden tube regularly to prevent this from happening.
Improve This Guide
Got more information on other common causes for printer issues? I am committed to improving this article by adding more content that is useful for the reader.
If you think you can help then get in touch via email or leave a comment below.
Your help will be much appreciated and I’ll be sure to get you featured here.